









High PV bearing applications are tough for even high-performance polymers like Torlon, PEEK and PPS. The reason is simple; frictional heat generated especially by the velocity component of “P x V” does not dissipate as easily as does in inherently more conductive bearing materials (i.e. metals). The heat begins to soften the polymer, thermally expanding it. In most constrained bearings (think journal bearings/bushings or plane bearings) the plastic, with higher CLTE than the metal constraining it, has nowhere to go and collapses onto the shaft or piston. Excessive heat builds up, eventually causes bearing failure by over heating or excessive wear.
Why PAI is not a typical thermoplastic…
The unique chemistry of Torlon® PAI (polyamide-imide) enables the thermoplastic polymer chains to extend and crosslink during cure. The rate of cure is optimized at 500°F/ 262°C with the surface of parts and shapes reaching full cure while interior sections remain slightly less cured. Full cure generally requires more than 2 weeks at 500°F/ 262°C. All Drake extruded Torlon shapes are supplied post cured as part of processing. The most obvious evidence of this is the hard, darkened skin on all cured Torlon shapes and parts. This fully cured outer surface has the highest Tg and the most wear and chemical resistance—a good thing.
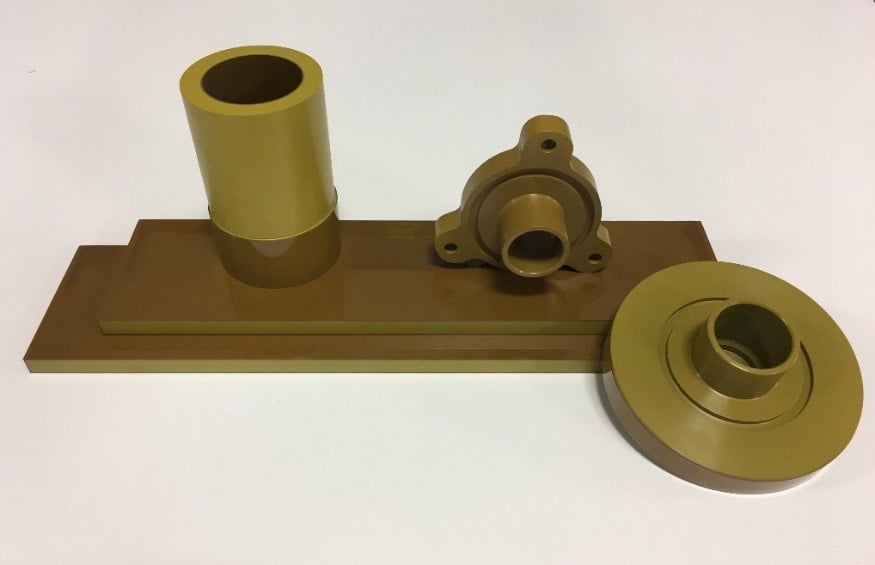
Let’s say you are machining bearings or rollers from extruded Torlon rod with plans to use the ID surface as your bearing surface. That surface was once part of the rod interior meaning it does not have that darkened “cure skin.” Only the outside of the rod has that condition still. How can we get that hard, wear-resistant and chemically resistant skin back on the wear surface? That’s where post-curing after machining comes in. Re-curing a machined bushing puts the “cured” skin on all exposed surfaces—those that matter most. See the darker skin in the following Torlon 4203 as an example. The tri-lobed finished part has been post-cured after machining. Notice the darkened exterior surfaces. This skin is not always as noticeable with darker graphite containing grades like 4301 and 4275 but it is still present.
So how much better is post-cured Torlon…
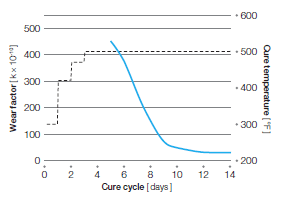
Did you know that Torlon PAI that has been post-cured after machining offers 1/10th the wear rate and double the limiting PV of Torlon that has not been post-cured after machining? See the below graph from Solvay’s Torlon Design Guide.
This is especially valuable to the Torlon 4301 a general purpose wear grade and the specialty wear grades 4275, 4435 and 4630. However, even Torlon 4203, 5030 and 7130 benefit from post cure if maximum durability matters. It is important to note that Low V applications (even if high P) do not see this same wear reduction from re-cure after fabrication, but re-cure is cheap insurance.
What if I don’t have the time or ovens to post cure parts…
Drake offers post cure services with all Torlon products purchased from us. We can typically return parts within 2 weeks for a lot charge that is quoted based on the number of parts and certification requirements, but commonly ~$450. It is highly recommended to notify us when ordering stock if your parts will be re-cured after machining. We exercise extra precautions and offer technical assistance to ensure your success.
There is sometimes forgotten approach to get this cured skin on the ID of a bushing or roller without post-cure… Start with a custom sized Drake Seamless Tube™ that enables only a light cut of the ID leaving the original cure skin intact. The skin generally is .030”-.050” deep meaning and OD/ID combination sized for a given part allows for lean processing by both reducing machining time and material loss while eliminating the need for a post cure.

Are you trying Torlon as a bearing for the first time? Why not experiment with both post cured and as-machined Torlon? The Torlon wear grades are very good for high temperature and high PV applications. With a post cured wear surface, Torlon PAI goes from a great bearing material to an outstanding one, surpassing all other plastics under most conditions.