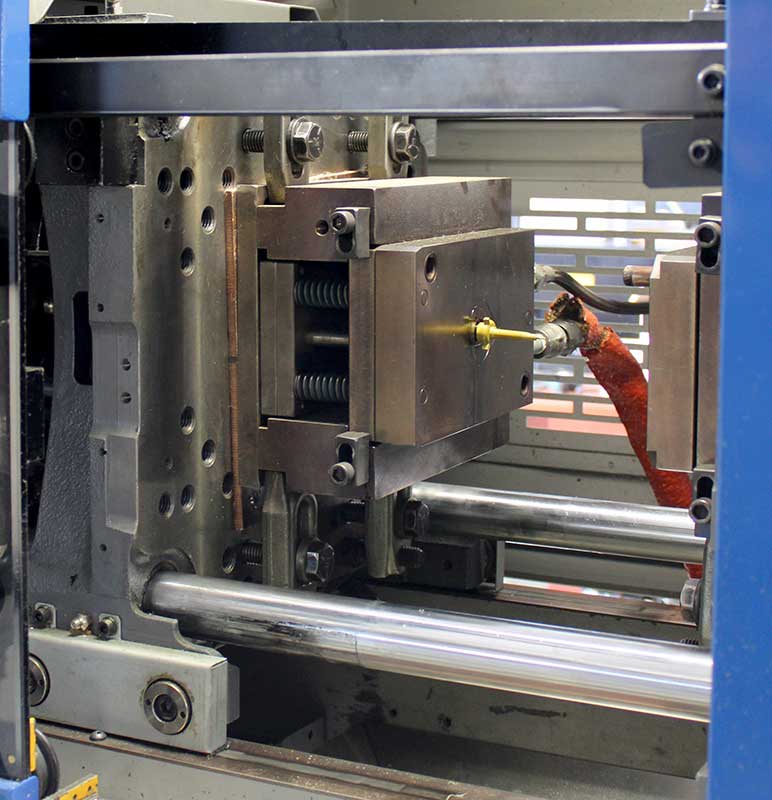
Melt-processing ultra high-performance plastics demands a solid understanding of each polymer’s behavior to achieve its optimum performance. This is particularly true for injection molding. High melt temperatures and mold cavity geometry and processing conditions have a dramatic effect on physical properties. Each polymer is also unique, and its melt stability, fiber-orientation and flow behavior have to be factored into process conditions and hardware.
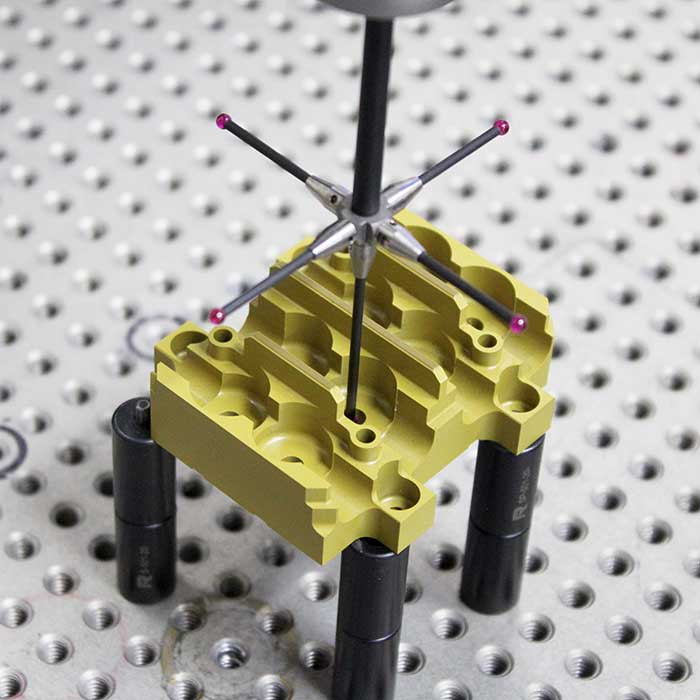
We start each molding project by developing a thorough understanding of the customer’s part requirements and the performance expected from the specified resin. Next we employ a combination of experience, mold flow simulation software and FEA analysis to achieve a well-designed mold for the specific material , part design and production volumes. Then we construct the mold from specialty alloys for long and dependable life and back it with our Drake warranty, typically for 10 years.
To shorten the time it takes to build, maintain and repair injection molds, Drake has invested in our own mold-making shop in our Engineering department. In-house capabilities include precision grinding and machining as well as EDM capabilities for achieving fine details and finishes as required for injection mold cavities.
Drake Plastics brings unmatched expertise to this field, with over two decades of proven results in processing ultra high-performance polymers. Our injection molding experience spans an extensive range of formulations of Torlon® PAI, Victrex® and KetaSpire® PEEK, High Temperature XT-920 PEEK, Ryton® R4 PPS, AvaSpire® PAEK and Ultem™PEI. It also includes specialty high-performance polymer compounds from companies like RTP and Foster Corp. as well as customers’ proprietary formulations.