









Polyphenylene Sulfide (PPS) Overview
Polyphenylene sulfide, commonly referred to as PPS, is a semi-crystalline thermoplastic with a polymeric structure that gives it a remarkable degree of chemical resistance. In fact, there are no known solvents for this high-performance thermoplastic below 392°F (200°C). Its other notable attributes are its inherent flame resistance, electrical properties and its high mechanical strength. Most commercial grades of PPS achieve a UL 94 V-0 flammability rating without flame-retardant additives.
While the unmodified PPS polymer exhibits good all-around performance, the addition of fiber-reinforcement significantly boosts its toughness, structural and thermal properties. A two-fold increase in heat deflection temperature and more than triple the flexural modulus are the main reasons for the far greater usage of 40% glass fiber-reinforced PPS over unfilled grades for load bearing molded and machined parts exposed to higher thermal conditions.
PPS Resin Suppliers, Grades
PPS was developed and commercialized by Phillips Petroleum under the Rytonâ brand in 1972 and was considered the original high-performance engineering thermoplastic. Solvay’s acquisition of the PPS business from Chevron Phillips expanded the company’s portfolio of polymers with a broad family of Ryton® PPS grades that included formulations with glass and carbon fiber reinforcement and other performance-enhancing additives. The most common of the Ryton grades is 40% glass fiber reinforced Ryton R-4 PPS.
The variety of PPS grades available globally has expanded significantly since the polymer’s development and commercialization. Resin formulations have been developed with melt processing characteristics tailored for processing by injection molding, blow molding, powder coating and extrusion. PPS product modifications that afford performance enhancements beyond the properties of the unfilled PPS polymer include the addition of glass and mineral reinforcements for higher strength, and wear-resistant additives.
Today, Solvay continues to be one of the leading global suppliers of PPS resins and compounds for injection molding and extrusion. Its product range includes unfilled grades, and several formulations reinforced with glass fibers and combinations of mineral and glass fibers.
Celanese, another worldwide high-performance polymer producer, offers several polyphenylene sulfide grades under the Forton® brand. Its product line encompasses unfilled, glass fiber and mineral-reinforced grades and other formulations to improve specific properties of the basic PPS polymer. In addition to performance-enhanced PPS materials, the Fortron resin product line also lists grades developed for injection molding, extrusion and other melt processes.
Other global PPS resin suppliers such as Toray offer a variety of polyphenylene sulfide grades primarily for injection molding of high-volume industrial, automotive and electrical applications.
Drake’s Development of Ryton R-4 PPS Machinable Stock Shapes
Solvay’s 40% glass-reinforced Ryton R-4 has been a dominant workhorse among PPS engineering materials, serving innumerable applications across a broad range of industries for five decades. However, for most of its history, it’s primary use had been for injection-molded parts. Its potential was far more limited in machining applications where part configurations were either too complex or whose quantities were too small for injection molding tooling investments. The limiting factor had been a lack of high-quality machinable stock shapes that carried the resin certifications for machined parts and prototypes required by many industries.
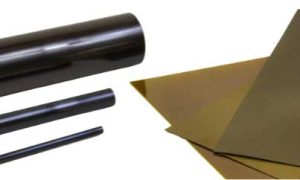
To fill this need, Drake invested in the technology to produce 40% glass-reinforced Ryton R-4 PPS in a wide range of machinable rod and plate sizes. Because Drake’s Ryton R-4 PPS shapes are extruded from 100% virgin Ryton R-4 240 resin, properties of the material are at an optimal level, and material certifications to ASTM D-4067 PPS 000G40 and ASTM D-6358 PPS 011G40 are available.
Glass fiber-filled PPS blends are commonly offered in the form of compression molded shapes or ram extruded rod. PPS powder is blended with short glass fibers in-house. Short fibers are used to prevent fiber bundling and glass agglomerations in the blend. These short fibers act more as fillers compared to the reinforcement that long fibers impart. The PPS – glass fiber blend is then heated close to the melting point of PPS (545⁰F/ 285⁰C). Under high pressure, the glass fiber – powder blend is consolidated and fused into the desired shape.
Since the raw material form of PPS used in compression molding and ram extrusion is a variable powder blend, it cannot be certified as such to ASTM standards for PPS resin. Moreover, powder and short glass fiber blends would not likely meet the ASTM property requirements for 40% glass-reinforced PPS.
A characteristic weakness of ram extruded rod is low elongation. The process tends to form ‘poker chip’ stratifications between every press cycle as more powder blend is added and pressed against the solidified material ahead of it. The effect is evident when flexing a ram extruded rod into a circular shape. Typically it will break along one stratification and expose others.
In addition to the drawback of short lengths, the compression molding process is prone to variations that lead to inconsistent quality and physical properties. They include blend ratio discrepancies, non-uniform mixing, drying and moisture control problems, air entrapment and inaccurate control of pressures and temperatures. Also, given the inherently low thermal conductivity of polymers and the low bulk density of the powder-glass fiber blends, heating them to their molding temperatures often requires long thermal cycles that can degrade the PPS polymer. This is especially true when producing larger sizes. In addition, variations in forming pressures due to frictional losses along the sidewall of the mold often yield compression molded shapes with different densities and physical properties in the top and bottom vs. the middle section.
Melt extrusion by contrast is a continuous process using the resin supplier’s uniformly pre-compounded 40% glass fiber reinforced Ryton R-4 resin which is tested and certified in pellet form. The pellets are melted uniformly in the extruder barrel. Under Drake’s rigid conditions for controlling internal pressure and output rate, the extruder screw moves the molten Ryton R-4 PPS through a die in the desired stock shape. The extruded shape is then uniformly solidified under tightly controlled cool-down conditions that minimize internal stresses.
The resultant Ryton R-4 PPS stock shapes produced by Drake’s extrusion process exhibit consistent properties and uniform machinability throughout the cross-section and from size to size.
Ryton R-4 PPS Performance Profile
High Strength
One of the most impressive features of 40% glass fiber-reinforced Ryton R-4 compared to unfilled PPS grades is its exceptionally high structural strength. Based on property values taken from as-extruded Drake Ryton R-4 stock shapes, the glass fiber reinforcement in Ryton R-4 240 PPS ramps up the flexural modulus of this ultra high-performance polymer nearly four-fold over the unreinforced grade.
It also compares impressively to other ultra high-performance thermoplastics on strength properties. In physical testing conducted by Solvay, the Ryton PPS resin producer, the flexural modulus of Ryton R-4 240 PPS measures 30% higher than Solvay’s glass-reinforced KetaSpire PEEK at room temperature. This high strength in concert with Ryton R-4’s inherent chemical and temperature resistance has led to the extensive use of the high-performance material for machined and injection molded components such as rod guides and pump components in downhole oil and gas industry equipment.
Temperature Resistance
Unfilled PPS has a relatively low heat distortion temperature and softening point. These factors restrict the material from use in many severe service applications that require structural strength at high temperatures. The 40% glass fiber reinforcement in Ryton R-4 PPS, however, significantly improves the polymer’s thermal properties and opens the inherent advantages of this ultra high-performance thermoplastic to a far broader range of applications.
Data sheet properties show that the heat distortion temperature (HDT) of Ryton R-4 resin measures an impressive 509°F (265°C) vs. unfilled PPS at 203°F (95°C). It is important to note that HDT is derived from samples molded with the fibers orientated optimally for testing. Actual injection molded parts or parts machined from stock shapes will not likely achieve this best possible result. Nevertheless, a high HDT puts Ryton R-4 PPS in a performance class with several other ultra high-performance thermoplastics for use in electrical connectors, automotive engine components and downhole oil and gas applications exposed to extended periods of high temperatures under static load.
Chemical Resistance
PPS lays claim to an extraordinary level of chemical resistance among ultra high-performance materials: it is unaffected by any known solvent at temperatures below 392°F (200°C).
Coupled with its high strength at elevated temperatures, this inherent attribute of PPS allows engineers to design injection molded and extruded components that will maintain reliable structural integrity and functionality in the extreme operating environments of chemical processing and oil and gas downhole equipment.
Electrical Properties, Flammability Ratings
The dielectric properties of Ryton R-4 and other grades of PPS are among the best of the extreme temperature-resistant polymers. The high-performance material has a dielectric strength of 22kV/mm, a low dielectric constant of 3.90 at 25°C and 1kHz, and a low dissipation factor over a range of temperatures and frequencies.
This electrical property profile combined with its UL 94 V-0 and 5VA flammability ratings are behind its use in injection molded and precision-machined electrical connectors and connector bodies used in applications ranging from nuclear submarines to components used in the oil and gas industry.
Typical Applications of Ryton R-4 PPS
The impressive overall balance of structural strength at high temperatures, excellent electrical properties, flammability ratings and its chemical resistance have led to countless injection molded applications for Ryton R-4 PPS. Drake Plastics’ development of dimensionally stable and reliable stock shapes in a range of sizes has opened the material’s long-term reliability under aggressive end-use conditions to precision-machined components as well. These are examples of the many Ryton R-4 PPS components Drake Plastics produces by injection molding and precision CNC-machining:
- Countless applications where key requirements include high strength, moisture and chemical proof with outstanding electrical insulation at a reasonable cost.
- Plasma torch insulators machined from Drake’s Ryton R-4 PPS rod rely on the material’s high structural strength and stability at extreme spikes in operating temperatures.
- Ship bound and downhole electrical connectors and insulators capitalize on Ryton R-4 PPS’ electrical and thermal insulative properties, chemical resistance and UL flammability ratings.
- Valve seats and seal rings made from Ryton R-4 have the dimensional stability and strength to withstand high static loads and temperatures in downhole environments.