









Torlon FAQs
Torlon® What is the difference between Torlon® 4203L and 4203?
Torlon 4203L is primarily an injection molding grade resin. Extruded shapes are typically made from Torlon 4203 resin. The chemistry is identical, and the performance is equal in all aspects.
Do I need to post cure machined Torlon parts?
The wear resistance and chemical resistance of Torlon improves when machined parts are re-cured after machining. The limiting PV and wear rates can improve by a factor of 5X with re-curing. Many applications are successfully handled with Torlon machined but not being re-cured after machining since Drake fully cures the material prior to it ever shipping from our Cypress, TX facility. For high speed (V greater than 100 FPM and PV’s above 10,000 PSI-FPM we generally recommend re-curing of machined parts).
Can all Torlon grades certified to an ASTM or AMS spec?
All Drake supplied Torlon can be certified to ASTM D5204 and AMS 3670 at no additional cost. ASTM D5204 supersedes and has replaced Mil-P-46179A. Additionally, Torlon can be certified upon request to: Hamilton Sunstrand MS29.04 Boeing material specification BMS 8269 Honeywell MCS7004 General Electric specification A50TF190
What is the difference between injection molded, extruded and compression molded Torlon shapes?
The base resin used to produce all of these shapes is chemically the same. The uniqueness of each process requires different resin characteristics that result in slightly different properties of the final shape. Fiber orientation and directional differences in properties may exist for reinforced grades.
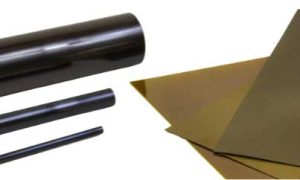
- Extruded shapes offer the best overall toughness and impact resistance.
- Compression molded shapes offer larger size capability and a way to make small quantities of tube.
Which Torlon grade is the strongest?
The strongest of the Torlon grades is 5030 with 7130 not far behind. 5030 contains 30% glass fiber which provides strength, dimensional stability over temperature change and excellent thermal isolation and electrical insulation properties. 7130 offers a slightly higher stiffness due to carbon fiber reinforcement. Check with Drake as we now have an even stronger grade under development.
Will Torlon parts absorb water?
Torlon, like most materials, absorbs water when saturated or placed in high humidity conditions. The grade and geometry of the part influences the rate of water pick up and the resultant growth. Thicker cross sections take very long to reach equilibrium and will likely never reach saturation. Glass and carbon fiber reinforced grades absorb less water than 4203. Many of the bearing grades absorb even less. Below are some specific examples provided for reference:
- At 90% RH and 110°F Torlon 4203 (.125″ thickness) will absorb 4% water and grow .5% after 100 days. Torlon 5030 will grow .23%, under the same conditions.
- At 50% RH and 70°F, the water absorbed, and resultant growth is 30-40% less even after 400 days. The bottom line is Torlon will absorb water but effect on physical properties and dimensions is small and highly predictable.
What is the difference between Torlon and Duratron?
Torlon is a trade name of Solvay Specialty Polymers. It is the original PAI having been developed by Amoco in the early 1980’s. Today there are other PAI chemistries being investigated, but Solvay’s Torlon PAI remains the premier resin for high performance application. Mitsubishi Chemical Advanced Materials (MCAM), the first to extrude Torlon, markets their PAI products under their registered trade name Duratron PAI. They continue to use the Torlon designations of T4203 and T4301 to denote the two primary grades they offer. They also use 4XG and 4XCF designations to denote two reinforced grades (glass and carbon fiber respectively). Drake processes all Torlon grades and uses the Torlon family name for all product identification. We refer to all Torlon materials by their resin designation and reference a resin batch number too. Both companies use the same raw material but name their shape products differently for commercial reasons.
Is there a difference between injection molded Torlon and machined Torlon parts?
There can be a difference between the performance of injection molded parts and machined Torlon parts, just as there can be with molded and machined parts made from other polymers. Fiber reinforced Torlon grades can exhibit directionality of strength, stiffness and CLTE related to fiber orientation while the material is molten. In general, the strength and stiffness are greater and the CLTE lower in the cross extrusion direction of extruded rods and plates. Seamless Tube has slightly better properties in the “hoop” or circumferential direction. Directional differences in extruded shapes can range from 10% to 25%. Molded components can often be gated to maximize the properties in specific directions. Machined parts are typically the toughest and most durable.
What is the dark skin on some grades of Torlon and is it different than the interior cross section?
Torlon 4203 develops a dark outer skin from the cure process. This skin can be thought of as a fully cured phase that results from the chemical reaction PAI undergoes as it changes from a thermoplastic to a thermoset. We often describe it as an oxide to “metal heads” but it is not. It is pure Torlon. It generally is about .020-.030″ in thickness and can be machined away or left in place. It may appear slightly harder than interior sections. The darker bearing grades such as 4301, 4275, 4435, and carbon fiber reinforced 7130 have such an outer skin but the dark grey/black color makes it impossible to see.
Does Torlon have good wear resistance?
Torlon has great wear resistance especially in higher PV applications. The bearing grades are best but even glass reinforced 5030 performs well as rollers and wheels. The wear resistance is maximized by post curing parts after machining and by thoroughly curing injection molded parts. We have seen the limiting PV and the wear rate improve by a factor of 5X with recurring after machining.
What chemical environments are bad for Torlon?
Torlon has a very good chemical resistance to most hydrocarbon-based solvents including jet fuel, and gasoline; acids, mild bases, chlorinated and fluorinated hydrocarbons and alcohols. Strong bases such as NaOH should be avoided. Saturated steam and some high temperature acids will also breakdown Torlon. Post curing after machining improves chemical resistance as well as wear resistance.
What type of tooling is recommended for machining Torlon?
Diamonds are both a girl’s and Torlon’s best friend. We suggest using polycrystalline diamond insert style tools to provide the best possible finish and closest tolerances for machine Torlon parts. Carbide tooling can be used for short runs but attention to tool wear is required so proper offsets are maintained over medium and longer runs. The bottom line – investing in the right tooling will pay off in the long run via longer tool life and fewer rejected parts.
Drake provides Machining Guides under Resources for all materials on our website.
Is Torlon recyclable?
Torlon cannot be recycled after it has been cured. Runners and sprues from an injection molding process can be recycled prior to curing. Machined turnings/swarf and remnants cannot because they have been fully cured by Drake prior to being supplied.
What are the largest and smallest sizes Drake makes?
Drake has extruded rod as small as .048″. We call it wire, as it can be coiled for feeding into an automated process. The largest diameter solid rod Drake extrudes is 10″. We have also extruded 7.5″ OD tube. We supply rod and tube with 3” and greater diameters by the inch up to 48″ L. If you are looking for something larger Ask Drake as we are always pushing the status quo.
How does Torlon compare with Vespel and other polyimides?
Vespel, made and supplied in shape form by DuPont is a fully imidized polyimide. It is the original and most recognized of the commercially supplied polyimides. Torlon is a polyamide-imide in which the chemistry has been modified so that the material can be melt processed (molded or extruded) and then cured. This change provides process flexibility along with the wear resistance and temperature capability normally associated with polyimides. Here is the biggest surprise… Torlon has greater strength, stiffness and a lower CLTE than Vespel. Torlon also has better wear resistance under most PV conditions. Vespel does however win in all applications above 500°F.
What materials are best for cryogenic applications?
Torlon 4203 and Torlon 5030 are both well suited for very low temperature and even cryogenic applications. Both materials offer low temperature impact resistance and a coefficient of linear thermal expansion (CLTE) that closely matches common metals like aluminum and stainless steel. Of the two materials Torlon 5030 is generally preferred as it has the lowest CLTE of the Torlon grades.
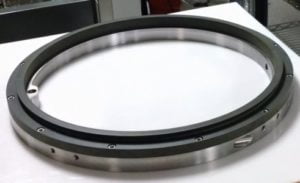
What is Torlon Seamless Tube®?
Torlon Seamless Tube is a tubular product form developed by Drake that eliminates the knit or weld lines common with other extruded plastic tubing. Typical tube set-ups involve molten plastic moving around or through a “spider die” before it joins again with other molten material prior to solidification. This situation can create weak regions in the final shape. Drake’s trade marked Seamless Tube has no such weak areas resulting in a homogenous cross section that stays round during and after machining. Fibers are oriented in a hoop direction maximizing the burst strength while reducing the CLTE in the radial direction.
PEEK FAQs
What is the difference between Solvay and Victrex PEEK?
Both Solvay PEEK and Victrex PEEK are high quality resins supplied with certifications to relevant ASTM and AMS specifications. Victrex PEEK is the original, having been supplied for more than 30 years. It is slightly stronger but less ductile than Solvay PEEK. Both materials have a similar but not exact light tan to light grey color in the natural form. We find Solvay PEEK to be slightly more ductile and better suited for thick cross section shapes.
Why does Drake offer both grades?
We have a strategic relationship with both Solvay and Victrex and have customers who ask for both brands. Larger cross section shapes such as 4-10″ diameter are mostly made from Solvay grades.
What is the difference between PEEK HT (PEK HT) and standard PEEK?
Both materials belong to the family of materials known as polyarylether ketones (PAEK). HT is based on a slightly different chemistry (PEK) that results in a slightly higher strength and softening temperature than standard PEEK. The strength difference is 5-10% at room temperature and the softening temperature 15-20°F. The overall chemical inertness of PEK may be slightly less than PEEK in some very aggressive environments.
What PEEK grades offer the best wear resistance?
All PEEK materials offer good wear resistance but FC30, Drake Bearing Grade, and FE20 are best suited for sliding and rotating bearing applications. Both FC30 and FE20 are best for applications requiring FDA compliance.
Is PEEK available in colors?
Yes. On a custom, MTO basis (made-to-order). Black is most common. We stock black resin, so a fast turnaround is generally possible. Colors typically require MOQ’s of 50 lbs. and lead times of 6 weeks.
Which PEEK grades are suitable for FDA regulated applications?
Non-reinforced PEEK based on KT820 (or Victrex 450G), Victrex GL30, CA30, FC30, 450FE20, and HT are compliant with the guidelines for direct food contact specifically European regulations 2002/72/EC and FDA 21 CFR 177.2415.
Does Drake offer implantable PEEK shapes?
Drake Plastics does not offer implantable PEEK shapes but offers conversion services via Genesis Medical Plastics. Please contact Genesis Medical Plastics for more information.
Which PEEK is the most chemically inert?
PEEK is one of the most chemically inert polymers. All formulations based on PEEK will exhibit similar resistance to most chemical environments. Strong acids may attack glass fibers more than carbon fibers. HT based on PEK has slightly different resistance than PEEK based grades. It offers less resistance to saturated steam.
What is Drake PEEK?
Drake brand PEEK products are offered for those interested using PEEK in industrial applications where many, but not all, of PEEK’s characteristics are required. These products are made from a variety of resin sources and can exhibit greater variations in color and appearance than Victrex or Solvay brand PEEK. Drake brand PEEK products are not certified to ASTM, ISO, Mil-P Spec or FDA specifications.
What type of tooling do you suggest for machining PEEK?
We suggest using polycrystalline diamond insert style tools to provide the best possible finish and closest tolerances for machined PEEK parts. Carbide tooling can be used for short runs but attention to tool wear is required so proper offsets are maintained over medium and longer runs. The bottom line is investing in the right tooling will pay-off in the long run via longer tool life and fewer rejected parts. Glass and carbon fiber reinforced grades are the most abrasive on tooling.
Does Drake stock any PEEK grades that offer ESd protection?
We do not offer any materials that have been specifically formulated for targeted surface or volume resistivity. However, materials containing carbon fiber and graphite offer some level of electrical conductivity that prevents ESd from occurring. Parts contacting sensitive electrical components should be made from materials with a targeted electrical resistivity range. One of the most recognized is the Semitron® family.
Does Drake stock any PEEK grades that offer metal detection?
Drake does not offer any metal detectable grades from stock but can offer such PEEK based materials on a make-to-order (MTO) basis.
AvaSpire FAQs
How do the properties of AvaSpire compare with PEEK?
AvaSpire is a PAEK based blend that offers performance similar to traditional PEEK materials with the following uniqueness:
- AvaSpire offers improved impact properties over PEEK in all grades.
- Reinforced AvaSpire grades offer improved stiffness without the brittleness common with reinforced PEEK based materials.
- AvaSpire increases the strength and stiffness of PEEK at temperatures above 150°C.
Which AV grades are FDA compliant?
AV 621NT and AV621 GF30 are FDA compliant for 21CFR 177.2415 as well as European regulations 2002/72EC.
Ryton FAQs
What is Ryton and what applications is it good for?
Ryton PPS is arguably the original high-performance thermoplastic having been introduced by Phillips in the 1970’s. The inherent temperature and chemical resistance of PPS and its low cost provided the answer to many tough design problems in the oil and gas and automotive industries but a low softening temperature (Tg) kept it from realizing its potential. The addition of 40% glass fiber helped overcome the low softening point enabling it to be used up to its degradation temperature. The tradename Ryton R4 became synonymous with 40% glass reinforced PPS, a material that was much stronger than PTFE but still nearly as resistant to high temperatures and aggressive chemicals. Today it is specified for many downhole applications including rod guides and pump parts as well as “under-hood” automotive components and fluid contact parts in analytical equipment.
What is the difference between Drake’s Ryton and other Ryton PPS products?
Drake’s Ryton R4 is made from 100% virgin Ryton R4 resin. Many other commercially available “Ryton PPS” products are made via inhouse blends of PPS and glass that are compression molded or ram extruded into shape form. Drake’s melt extruded Ryton R4 has the maximum toughness and strength among competing PPS products. It also comes with a certification to ASTM D4067.
What is the difference between Ryton R4 PPS and Techtron PPS?
Techtron is a tradename belonging to Mitsubishi Chemical Advanced Materials (MCAM) used to identify their PPS based stock shapes. Techtron PPS is an unfilled grade and Techtron HPV is a bearing and wear grade. Drake’s Ryton R4 has 40% glass reinforcement for high strength and maximum heat resistance.
What is the difference between melt extruded, compression molded and ram extruded Ryton PPS?
Compression molding and ram extrusion are two processing techniques used to form shapes from difficult to process, highly filled resins. Both techniques involve heating resin (in powder form) to temperatures just below the melting point and using high pressure to consolidate finely ground powders into rods plates and tubes. Melt extrusion is a continuous process in which pellets are melted and forced through a die under constant pressure at a controlled rate. Melt extrusion provides the best properties of the 3 process techniques. Drake specializes in melt extrusion meaning all our Ryton R4 is melt extruded.
Why don’t the mechanical properties of extruded Ryton shapes match the resin datasheet properties?
Fiber orientation in all plastic shapes influences the properties determined by test specimens machined from an extruded or molded shape. Resin datasheets reflect properties determined by testing specimens made by injection molding in a highly controlled process. Resin datasheet properties can be compared with other resin datasheet properties but not with specimens machined from a larger shape.
Read Understanding Datasheets to Maximize Parts Performance in our blog.
Ultem FAQs
What is Ultem PEI?
Ultem PEI (polyetherimide) is a high temperature resistant amorphous thermoplastic available in several grades. All carry a UL94 V-0 flammability rating, exhibit low smoke generation, have excellent hydrolytic and dimensional stability, and resist long term exposure to steam and a broad range of chemicals.
What is Ultem 2300?
Ultem 2300 is a widely used Ultem grade. It has a 30% glass fiber reinforcement which significantly improves mechanical strength at high temperatures, dimensional stability and strength-to-weight ratio compared to unfilled Ultem PEI.
Why is Ultem 2300 the most common grade?
The inherent properties of the Ultem PEI polymer lend themselves to applications requiring excellent electrical properties, superior flammability ratings and broad chemical resistance. Many of these applications must also maintain strength and dimensional stability at high temperatures, which the 30% glass fiber reinforcement in Ultem 2300 allows.
What are typical applications of Ultem 2300?
Its chemical and temperature resistance makes Ultem 2300 a good choice for chemical and oil and gas processing applications such as pump and valve components. It is also used widely for electrical and high temperature insulators and isolators. Structural components for aerospace applications also benefit from its high strength-to-weight ratio, structural performance at high temperatures, and flame and smoke ratings.
How does Ultem PEI compare to PEEK?
Both materials are ultra high-performance polymers with properties that serve different applications. Ultem has far greater dielectric strength than most polymers including PEEK. As a semi-crystalline material, PEEK offers better resistance to friction and wear. It also withstands a far wider range of chemicals. Both materials exhibit excellent thermal properties: For example, 30% glass-reinforced Ultem 2300’s heat deflection temperature is 410oF (210oC), while 30% glass-reinforced PEEK can withstand application temperatures of 450oF (232oC) and higher.
What are Ultem 2300’s other key properties?
The 30% glass fiber content of Ultem 2300 affords strength and stiffness at temperatures as high as 390°F/ 200°C. It has a glass transition (Tg) temperature of ~422°F / 217°C and an in-flow coefficient of linear thermal expansion (CLTE) value of 1.1 E-5/°F (1.98 E–5/ °C), comparable to aircraft grade aluminum. Ultem 2300 also has exceptional dielectric strength compared to most other polymeric materials- Ultem has the highest dielectric strength of any commercially available thermoplastic at 830 V/mil.
Why use Ultem Seamless Tube®?
The geometries of many Ultem 2300 parts are best suited to machining from tube or a ring rather than drilling out the ID from rod. This saves cost in both material and machine time. Ultem Seamless Tube, a tubular product form developed by Drake, also affords greater hoop strength than a part machined from rod or plate. It also provides greater dimensional stability and tolerance control during machining because of Drake’s ability to control material flow and fiber orientation during extrusion.