









Polyamide-imides (PAI) are high performance polymers that combine excellent high temperature strength with low temperature toughness and impact strength while offering exceptional chemical resistance as an amorphous polymer to a wide range of common chemicals. They are closely related to two other high temperature aromatic imide polymers, polyetherimides (PEI) and polyimides (PI). The most recognized polyamide-imide polymer is Torlon, which was introduced in the 1970s by Amoco as an extension of a low molecular polymer offered to enhance the adhesion of fluoropolymer in cookware such as Silverstone® and as wire coatings. Polyamide-imides are thermoplastic and can be melt processed and recycled like PEI but offer higher strength, stiffness and wear resistance. Unlike PI, which cannot be melt processed like thermoplastics, PAIs offer the flexibility of melt-processing with a better balance of strength, stiffness and wear resistance, which is maximized through a secondary thermal cure. PAI offers higher strength at 400°F than most other thermoplastics, including PEEK, have at room temperature plus a coefficient of linear thermal expansion (CLTE) similar to aluminum. This unique set of properties plus melt processability make it a perfect fit for several demanding industries, including:
In these industries, Torlon fills many roles, as its melt processability gives manufacturers conversion options to produce intricate shapes of high tolerances.
An Amorphous Thermoplastic
Polyamide-imide (PAI) is an amorphous, opaque thermoplastic that can be melt processed using conventional injection molding, extrusion or compression molding techniques. Solvay Specialty Polymers is the world leader in the manufacturing of PAI resin under the tradename Torlon, with less than 100 companies around the world converting it into various parts. Extruded shapes are produced by Drake Plastics and Mitsubishi Chemical who supply rods, plates, tubes and profiles that are machined into finished parts. Less than five companies around the world compression mold Torlon into very large forms that are used as seals for large turbo compressors. Torlon occupies the apex position in the thermoplastic industry based on its balance of stiffness, toughness, strength and thermal properties while offering outstanding chemical resistance and dimensional stability, despite being an amorphous polymer.
Processing Challenges
When Torlon is melt-processed, its high glass transition temperature, non-Newtonian flow over a wide processing shear range and its amorphous morphology pose many significant challenges. Among the most challenging are:
- Narrow processing window with processing temperatures greater than 600 F
- Melt viscosity that is highly temperature and shear rate sensitive
- As a polycondensation polymer, PAI is highly moisture sensitive and must be thoroughly dried and maintained during melt processing to prevent molecular weight and thermal-mechanical property degradation
- Thermal cure for 20 or more days at 500 F to optimize properties after melt processing
To achieve optimum properties, PAI must be processed under closely controlled conditions and then thermally cured to advance its molecular weight through a staged heat cycle up to 500 F. The curing process completes the imidization process and builds molecular weight via polycondensation. Water is the condensation by-product which must be removed in order to advance the MW and Tg. Since polycondensation is a two-way reaction, it is critical to remove water to advance the reaction. If water is present at temperatures at or above the glass transition temperature, hydrolysis and property loss can occur.
Over the past 50 years dedicated companies have learned to process Torlon PAI. It requires more process expertise than most thermoplastics; thus, it has not been as widely adopted as other high-performance polymers like PEEK. Engineers and designers however have many conversion options to source polyamide-imide components, thus taking advantage of the uniqueness of this polymer.
Part Processing Options
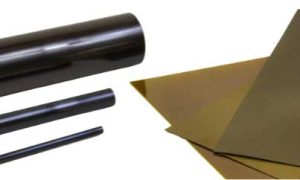
Machining – Polyamide-imides parts can be machined from shapes into complex designs, and to extremely tight tolerances from eight unique grades ranging from unfilled polyamide-imide to glass and carbon fiber reinforced PAI, plus low friction and wear grades. Tight tolerances with smooth surfaces are characteristics of machined PAI. Machining is a cost-effective choice when production quantities are low and precision high since no upfront tooling is required. It is also ideal when a component’s design is still under development. Stock shapes for machining come from a range of melt processing methods including extrusion, compression molding and/or injection molding.
- Extrusion offers the best balance of real-world properties.
- Rod diameters from .125-10 inches in lengths up to 8 feet
- Tubes with OD/ID combinations of 1” x .5” to 7.625” x 3.5”
- Plates in widths up to 14 inches wide and thicknesses up to 1.75”
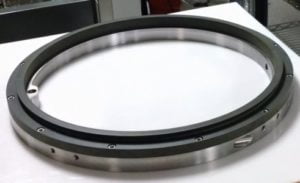
- Compression molded shapes – Ideal for large rings (up to 36-inch diameter), and unique blends.
- Injection Molded Shapes – Best for thin-wall tubes and near net shapes (NNSs)
Injection molding – Torlon polyamide-imide can be injection molded to final form using conventional molding equipment equipped with high temperature heaters, enough clamp force (four tons/in2 of projected part area) and a barrel sized appropriately for the shot. The injection screw must be a low compression screw with a 1-1.5:1 compression ratio and the machine controls capable of precision fill speed and pressure adjustments. One-piece screws are required, check valve screw tips may not be used. Older hydraulic machines may benefit from having gas assist injection capabilities.
The low flow characteristics of molten polyamide-imide means it is nearly impossible to achieve the high gloss finish possible with other thermoplastics. The melt flows into the mold cavity as “rope” that fuses together during the pack and hold cycle. The surface finish of molded Torlon has often been compared to metal castings or even wood, displaying distinct boundaries between adjacent melt fronts. The appearance is only on the surface, and when machined away exposes fully dense uniform PAI below the skin. Additionally, the high viscosity and low shrink characteristics of melted PAI make it challenging to mold thin cross-sections (below .030”) especially when the feature length is greater than 1”. Undercuts require side actions and most parts benefit from large sprues, runners and gates that are shorter in length than other polymers. Hot runner systems may not be used but hot sprues may be incorporated. Mold temperature control is limited to utilizing hot oil or electric heater element circuits. Steam is seldom used.
Resin must be thoroughly dried prior to molding using desiccant dryers with a dew point of -40°F. Moisture levels before molding are recommended to be below 500ppm and are strongly encouraged to verify before running.
Before molded parts can be used or machined, they need to be cured. This cure process is critical for molded Torlon parts to develop full properties, especially strength at temperature and toughness. This thermal cycle varies with cross section of the parts but generally ranges from 17 to 21 days. The importance of the cure cycle cannot be overstated. The typical cure cycle involves a series of 24-hour steps (5-7) between 300°F and 485°F before parts are exposed to 500°F for 10 days.
Solvay typically approves processors before allowing them to process Torlon polyamide-imide. Certified Torlon processors are processors vetted by Solvay who have demonstrated the ability to process this unique material. They use programmable, PLC controlled furnaces and have the know-how to deliver the properties of this unique material.